2.19、鈑金件的尺寸公差
公差是影響產品質量和價格的重要因素之一。在製造零件的時候,經驗告訴我們,無論投入多少成本和時間,完全按圖紙上標註的尺寸準確地加工出來幾乎是不可能的。產品設計無論從性能上還是經濟上都要滿足用戶的需要。從企業本身來說,也必須保持正常的利潤。
為此公差必須由產品的性能和經濟兩方面來決定。所以設計要充分掌握公差的原則。
⑴、沖切件的尺寸公差。

⑵、彎曲件的邊高h直線尺寸公差。

註:彎曲邊長L 直線尺寸公差按表規定。
⑶、彎曲件的角度公差。
⑷、拉深件的高度h尺寸公差。

註:拉深邊長L 直線尺寸公差按表規定。
⑹、沖切件的斷面粗糙度。
2.20、沖切件的毛刺允許高度
⑴、沖裁件毛刺的極限值
沖裁件毛刺超過一定的高度是不允許的,衝壓件毛刺高度的極限值(mm)見下表。
表 衝壓件毛刺高度的極限值
材料壁厚 | 材料抗拉強度 (N/mm2) | |||||||||||
>100~250 | >250~400 | >400~630 | >630 | |||||||||
f | m | g | f | m | g | f | m | g | f | m | g | |
>0.7 ~1.0 | 0.12 | 0.17 | 0.23 | 0.09 | 0.13 | 0.17 | 0.05 | 0.07 | 0.1 | 0.03 | 0.04 | 0.05 |
>1.0 ~1.6 | 0.17 | 0.25 | 0.34 | 0.12 | 0.18 | 0.24 | 0.07 | 0.11 | 0.15 | 0.04 | 0.06 | 0.08 |
>1.6 ~2.5 | 0.25 | 0.37 | 0.5 | 0.18 | 0.26 | 0.35 | 0.11 | 0.16 | 0.22 | 0.06 | 0.09 | 0.12 |
>2.5 ~4.0 | 0.36 | 0.54 | 0.72 | 0.25 | 0.37 | 0.5 | 0.2 | 0.3 | 0.4 | 0.09 | 0.13 | 0.18 |
* f級(精密級)適用於較高要求的零件;m級(中等級)適用於中等要求的零件;g級(粗糙級)適用於一般要求的零件。
⑵、設計圖紙中毛刺的標註要求
* 毛邊方向:BURR SIDE。
* 需要壓毛邊的部位:COIN或COIN CONTINUE。一般不要整個結構件斷口全部壓毛邊,這樣會增加成本。盡量在下面情況使用:暴露在外面的斷口;人手經常觸摸到的銳邊;需要過線纜的孔或槽;有相對滑動的部位。
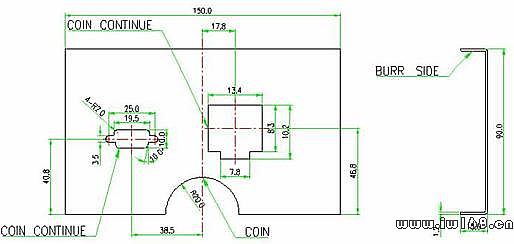
圖 鈑金結構設計圖紙中毛刺的標註示例
2.21、鈑金表面處理及鈑金材料
⑴、壓印工藝、壓花工藝簡介
壓印、壓花工藝在鈑金件上應用很多,包括標籤粘貼位置指示、產品編碼、生產日期、版本、廠家代號、甚至圖案等,都可以利用這兩種工藝進行加工。
①.壓印工藝
壓印是使材料厚度發生變化,將擠壓的材料充塞在有起伏的模腔內,使零件上形成起伏花紋或字樣。
一般情況下是在封閉模中進行,以免金屬被擠到模子型腔外面;對於比較大的零件或形狀特殊成形後進行切邊的零件,可在敞開模中進行。為使零件得到良好的表面質量,成形前應將毛坯進行退火、酸洗、噴砂等處理。
②.壓花工藝
壓花工藝與壓印類似,只是變形的深度較小,所需的壓力也較小。壓花的方法,深度h≤(0.3~0.4t)時,在光面凹模上進行;深度h>0.4t時,在帶有與凸模配合的相應凹槽的凹模上進行,其凹模的寬度要比凸模上的大一些,深度要比凸模上的淺。
⑵、高碳鋼、低碳鋼對應的常用材料牌號列表
材料種類 | 圖紙標註牌號 | 實際可使用的材料牌號 | 材料規格(mm) | 材料大類 |
耐指紋電鍍鋅鋼板 | DX2 | SECC-N2;MSE-CC-U | 0.8,1.0,1.2,1.5,2.0,2.5 | 低碳鋼 |
熱浸鋅板 | DX2 | GI;St02Z | 低碳鋼 | |
覆鋁鋅板 | DX2 | CS(TAPE A) | 低碳鋼 | |
耐指紋電鍍鋅鋼板 | DX2 | SECC | 低碳鋼 | |
磷化鍍鋅鋼板 | DX2 | SECC-P;BLCE+Z-P | 低碳鋼 | |
冷軋鋼板 | 08 | SPCC | 低碳鋼 | |
磷化鍍鋅鋼板 | 08 | SECC-P | 低碳鋼 | |
冷軋鋼板 | 08 | 08F | 低碳鋼 | |
冷軋鋼板 | 08 | 08 | 低碳鋼 | |
冷軋鋼板 | 08 | 10F | 低碳鋼 | |
冷軋鋼板 | 08 | 10 | 低碳鋼 | |
冷軋鋼板 | 08 | 15F | 低碳鋼 | |
熱軋鋼板 | Q235A | Q235A | 3.0,4.0,6.0 | 低碳鋼 |
熱軋鋼板 | Q235A | 20 | 低碳鋼 | |
熱軋鋼板 | Q335A | 35 | 低碳鋼 | |
熱軋鋼板 | Q235A | 25 | 低碳鋼 | |
鍍錫鋼板(馬口鐵) | E1-T52 | SPTE 2.8/2.8;T-2.5 | 0.4 | 低碳鋼 |
彈簧鋼板(熱軋) | 65Mn | 65Mn | 0.1 | 高碳鋼 |
彈簧鋼板(熱軋) | 65Mn | 60Si2Mn | 0.1 | 高碳鋼 |
不鏽鋼板 (冷軋) | 1Cr18Ni9 | SUS302 | 0.2 , 0.3 | 低碳鋼 |
不鏽鋼板/帶 (冷軋) | 1Cr18Ni9 | 1Cr18Ni9Ti | 0.2 , 0.3 | 低碳鋼 |
不鏽鋼板/帶 (冷軋) | 1Cr18Ni9 | 0Cr18Ni9 | 0.2 , 0.3 | 低碳鋼 |
不鏽鋼帶 (冷軋) | 1Cr17Ni7-Y | SUS301 | 0.06,0.08,0.1 | 高碳鋼 |
不鏽鋼帶 (冷軋) | 1Cr17Ni7-Y | 0Cr17Ni7Al(沉澱硬化) | 0.06,0.08,0.1 | 高碳鋼 |
不鏽鋼帶 (冷軋) | 1Cr17Ni7-DY | SUS301 | 0.08 | 高碳鋼 |
不鏽鋼帶 (冷軋) | 1Cr17Ni7-DY | 1Cr17Ni7 | 0.08 | 高碳鋼 |
不鏽鋼帶 (冷軋) | 1Cr17Ni7-DY | 0Cr18Ni9 | 0.08 | 高碳鋼 |
⑶、金屬材料
SPCC:一般用鋼板,表面需電鍍或塗裝處理。
SECC:鍍鋅鋼板,表面已做烙酸鹽處理及防指紋處理。
SUS301:彈性不鏽鋼。
SUS304:不鏽鋼。
鍍鋅鋼板表面的化學組成------基材(鋼鐵),鍍鋅層或鍍鎳鋅合金層,烙酸鹽層和有機化學薄膜層。
有機化學薄膜層能表面抗指紋和白銹,抗腐蝕及有較佳的烤漆性。
①.SECC的鍍鋅方法:
熱浸鍍鋅法:連續鍍鋅法,成卷的鋼板連續浸在溶解有鋅的鍍槽中;板片鍍鋅法,剪切好的鋼板浸在鍍槽中,鍍好後會有鋅花。
電鍍法: 電化學電鍍,鍍槽中有硫酸鋅溶液,以鋅為陽極,原材質鋼板為陰極。
②.鍍鋅鋼板的一般問題點
1.白銹---因結露或被水沾濕致迅速發生氫氧化鋅為主要成分的白色粉末狀的銹。(會導致產品質量劣化)
2.紅銹---因結露或被水沾濕致迅速發生氫氧化鐵為主要成分的紅茶色粉末狀的銹。
3.烙酸不均勻---黃茶色的小島形狀或線形狀的花紋,但耐蝕性沒有問題。
4.替代腐蝕保護---在鋅面割傷而,露出鋼板基體表面的情況下,我們也不必擔心鍍鋅鋼板切邊生鏽問題。
③.鍍鋅鋼板之烤漆處理
1.前處理
由於鋅是一種高活性金屬,在烤漆前需要適當的化學轉化處理如磷酸鹽處理。磷酸鹽處理劑有兩種,一種是處理鐵的,一種是處理鋅的。
2.脫脂
採用弱鹼,有機溶劑及中性乳液或洗滌劑,避免用酸或強鹼脫脂劑。可用水膜試驗(Water lreakage test)來確認,觀察試驗后的水是否受到污染,以及試品表面的水膜是否均勻。
3.烤漆
電鍍鋅鋼片對漆的選擇性比冷軋鋼片為嚴。使用水性底漆(Water promer)可以確保有較強的油漆附著性。
參考資料:CocCAD
