2.16、彎曲件的結構準則
⑴、板件最小彎曲半徑
材料彎曲時,其圓角區上,外層收到拉伸,內層則受到壓縮。當材料厚度一定時,內半徑r越小,材料的拉伸和壓縮就越嚴重;當外層圓角的拉伸應力超過材料的極限強度時,就會產生裂縫和折斷,因此,彎曲零件的結構設計,應避免過小的彎曲圓角半徑。為此規定最小彎曲半徑。
常用金屬材料最小折彎半徑列表
序號 | 材 料 | 最小彎曲半徑 |
1 | 08、08F、10、10F、DX2、SPCC、E1-T52、0Cr18Ni9、1Cr18Ni9、1Cr18Ni9Ti、1100-H24、T2 | 0.4t |
2 | 15、20、Q235、Q235A、15 | 0.5t |
3 | 25、30、Q255 | 0.6t |
4 | 1Cr13、H62(M、Y、Y2、冷軋)(銅) | 0.8t |
5 | 45、50 | 1.0t |
6 | 55、60 | 1.5t |
7 | 65Mn、60SiMn、1Cr17Ni7、1Cr17Ni7-Y、1Cr17Ni7-DY、SUS301、0Cr18Ni9、SUS302 | 2.0t |
l 彎曲半徑是指彎曲件的內側半徑,t是材料的壁厚。
l t為材料壁厚,M為退火狀態,Y為硬狀態,Y2為1/2硬狀態。
對於如下圖所示封閉式彎邊零件,其彎邊高度h最大不得超過40?,若需大於40?者,須經校核後方能使用。
⑵、彎曲的最小直邊高度
彎曲的直邊高度不宜過小,否則不易成形足夠的彎矩,很難得到形狀準確的零件。其值h≥R+2t方可。

① 一般情況下的最小直邊高度要求
彎曲件的直邊高度不宜太小,最小高度按圖要求:h>2t。
彎曲件的直邊高度最小值
② 特殊要求的直邊高度
如果設計需要彎曲件的直邊高度h≤2t,,則首先要加大彎邊高度,彎好后再加工到需要尺寸;或者在彎曲變形區內加工淺槽后,再折彎。
特殊情況下的直邊高度要求
③ 彎邊側邊帶有斜角的直邊高度
當彎邊側邊帶有斜角的彎曲件時,側面的最小高度為:h=(2~4)t>3mm
彎邊側邊帶有斜角的直邊高度
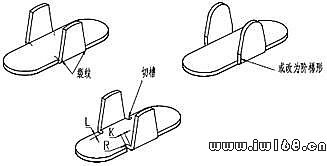
⑶、彎曲的直邊變形處理
①、當a<R時,彎曲后,b面靠a處仍然有一段殘餘圓弧,為了避免殘餘圓弧,必須使a≥R。
②、在U形彎曲件上,兩彎曲邊最好等長,以免彎曲時產生向一邊移位。如不允許,可設一工藝定位孔。
③、防止側面(梯形)彎曲時產生裂紋或畸形。應設計預留切槽,或將根部改為階梯形。槽寬K≥2t,槽深L≥t+R+K/2。
④、防止圓角在彎曲時受壓產生擠料後起皺,應設計預留切口。如室外機側板(上端、下端)圓角處切口形式。
B 與蓋板厚度(t)相等
⑤、防止彎曲后,直角的兩側平面產生褶皺,應設計預留切口。
⑥、防止彎曲后,產生回彈的切口形式。
a≥1.5t(t—材料厚度)
⑦、防止沖孔后,彎曲產生裂紋的切口形式。
⑧、防止彎曲時,一邊向內產生收縮。可設計工藝定位孔,或兩邊同時折彎,還可用增加幅寬的辦法來解決收縮問題。
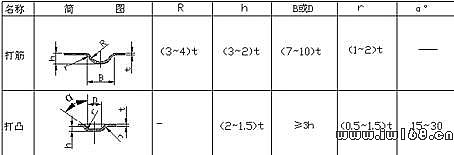
⑷、凸部的彎曲
若象a圖那樣彎曲線和階梯線一致,有時會在根部開裂變形。所以使彎曲線讓開階梯線如圖b,或設計切口如c、d那樣。
⑸、折彎件上的孔邊距
孔邊距:先沖孔后折彎,孔的位置應處於彎曲變形區外,避免彎曲時孔會產生變形。孔壁至彎邊的距離見表。
表 折彎件上的孔邊距
①、防止彎曲時,彎曲面上的孔受力後會變形,孔邊距(至底根部)其值A≥4方可。

②、彎曲邊沖孔時,孔邊到彎曲半徑R中心的距離L不得過小,以免彎曲成型後會使孔變形。其值L≥2t方可。

⑹、局部彎曲的工藝切口
① 折彎件的彎曲線應避開尺寸突變的位置
局部彎曲某一段邊緣時,為了防止尖角處應力集中產生彎裂,可將彎曲線移動一定距離,以離開尺寸突變處(圖a),或開工藝槽(圖b),或沖工藝孔(圖c) 。注意圖中的尺寸要求:S≥R ;槽寬k≥t;槽深L≥t+R+k/2。
② 當孔位於折彎變形區內,所採取的切口形式
當孔在折彎變形區內時,採用的切口形式示例
⑺、打死邊的設計要求
打死邊的死邊長度與材料的厚度有關。如下圖所示,一般死邊最小長度L≥3.5t+R。
其中t為材料壁厚,R為打死邊前道工序的最小內折彎半徑。

⑻、設計時添加的工藝定位孔
為保證毛坯在模具中準確定位,防止彎曲時毛坯偏移而產生廢品,應預先在設計時添加工藝定位孔,如下圖所示。特別是多次彎曲成形的零件,均必須以工藝孔為定位基準,以減少累計誤差,保證產品質量。
⑼、標註彎曲件相關尺寸時,要考慮工藝性

⑽、彎曲件的回彈
影響回彈的因素很多,包括:材料的機械性能、壁厚、彎曲半徑以及彎曲時的正壓力等。
⑴折彎件的內圓角半徑與板厚之比越大,回彈就越大。
⑵從設計上抑制回彈的方法示例。
彎曲件的回彈,目前主要是由生產廠家在模具設計時,採取一定的措施進行規避。同時,從設計上改進某些結構促使回彈角減小如下圖所示:在彎曲區壓制加強筋,不僅可以提高工件的剛度,也有利於抑制回彈。
2.16、拉深件的構形準則
a. 拉深件的形狀應盡量簡單、對稱。
b. 拉深件各部分尺寸比例要恰當,盡量避免設計寬凸緣和深度大的拉深件。(D凸>3d, h≥2d)因為這類零件要較多的拉深次數。
c. 拉深件的圓角半徑要合適,圓角半徑盡量取大些,以利於成型和減少拉深次數。
⑴、拉深件的圓角半徑。
⑵、拉深件或彎曲件沖孔的合適位置。
⑶、防止拉深時產生扭曲變形,A、B寬度應相等(對稱)即A=B。
⑷、拉伸件設計圖紙上尺寸標註的注意事項
拉伸件由於各處所受應力大小各不相同,使拉伸后的材料厚度發生變化。一般來說,底部中央保持原來的厚度,底部圓角處材料變薄,頂部靠近凸緣處材料變厚,矩形拉伸件四周圓角處材料變厚。
⑸、拉伸件產品尺寸的標準方法
在設計拉伸產品時,對產品圖上的尺寸應明確註明必須保證外部尺寸或內部尺寸,不能同時標註內外尺寸。
⑹、拉伸件尺寸公差的標註方法
拉伸件凹凸圓弧的內半徑以及一次成形的圓筒形拉伸件的高度尺寸公差為雙面對稱偏差,其偏差值為國標(GB)16級精度公差絕對值的一半,並冠以±號。
2.17、提高零件強度的合理構型準則
⑴、對較長的鈑金件為了提高其強度,應該設計加固筋。
⑵、在彎曲件的彎角處再作彎折,能起到筋條的加強作用。
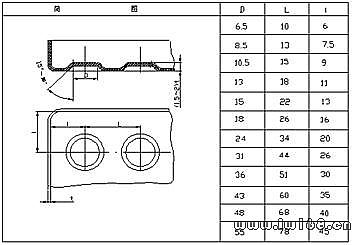
⑶、加強筋
在板狀金屬零件上壓筋,有助於增加結構剛性,加強筋結構及其尺寸選擇參見表。
⑷、打凸間距和凸邊距的極限尺寸
打凸間距和凸邊距的極限尺寸按下表選取。
⑸、百葉窗
百葉窗通常用於各種罩殼或機殼上起通風散熱作用,其成型方法是借凸模的一邊刃口將材料切開,而凸模的其餘部分將材料同時作拉伸變形,形成一邊開口的起伏形狀。
百葉窗的典型結構參見圖。
百葉窗尺寸要求:a≥4t;b≥6t;h≤5t;L≥24t;r≥0.5t。
2.18、鈑金件常用螺釘底孔構型準則
⑴、孔翻邊
孔翻邊型式較多,本準則只關注要加工螺紋的內孔翻邊
螺 紋 | 材料厚度t | 翻邊內孔D1 | 翻邊外孔d2 | 凸緣高度h | 預沖孔直徑D0 | 凸緣圓角半徑R |
M3 | 0.8 | 2.55 | 3.38 | 1.6 | 1.9 | 0.6 |
1 | 3.25 | 1.6 | 2.2 | 0.5 | ||
3.38 | 1.8 | 1.9 | ||||
3.5 | 2 | 2 | ||||
1.2 | 3.38 | 1.92 | 2 | 0.6 | ||
3.5 | 2.16 | 1.5 | ||||
1.5 | 3.5 | 2.4 | 1.7 | 0.75 | ||
M4 | 1 | 3.35 | 4.46 | 2 | 2.3 | 0.5 |
1.2 | 4.35 | 1.92 | 2.7 | 0.6 | ||
4.5 | 2.16 | 2.3 | ||||
4.65 | 2.4 | 1.5 | ||||
1.5 | 4.46 | 2.4 | 2.5 | 0.75 | ||
4.65 | 2.7 | 1.8 | ||||
2 | 4.56 | 2.2 | 2.4 | 1 | ||
M5 | 1.2 | 4.25 | 5.6 | 2.4 | 3 | 0.6 |
1.5 | 5.46 | 2.4 | 2.5 | 0.75 | ||
5.6 | 2.7 | 3 | ||||
5.75 | 3 | 2.5 | ||||
2 | 5.53 | 3.2 | 2.4 | 1 | ||
5.75 | 3.6 | 2.7 | ||||
2.5 | 5.75 | 4 | 3.1 | 1.25 | ||
M6 | 1.5 | 5.1 | 7.0 | 3 | 3.6 | 0.75 |
2 | 6.7 | 3.2 | 4.2 | 1 | ||
7.0 | 3.6 | 3.6 | ||||
7.3 | 4 | 2.5 | ||||
2.5 | 7.0 | 4 | 2.8 | 1.25 | ||
7.3 | 4.5 | 3 | ||||
3 | 7.0 | 4.8 | 3.4 | 1.5 |
⑵、螺釘、螺栓的過孔和沉頭座
螺釘、螺栓過孔和沉頭座的結構尺寸按下表選取取。對於沉頭螺釘的沉頭座,如果板材太薄難以同時保證過孔d2和沉孔D,應優先保證過孔d2。
用於螺釘、螺栓的過孔

用於沉頭螺釘的沉頭座及過孔
*要求鈑材厚度t≥h。
用於沉頭鉚釘的沉頭座及過孔
*要求鈑材厚度t≥h。
參考資料:CocCAD
