1. 螺絲、螺母的基本介紹
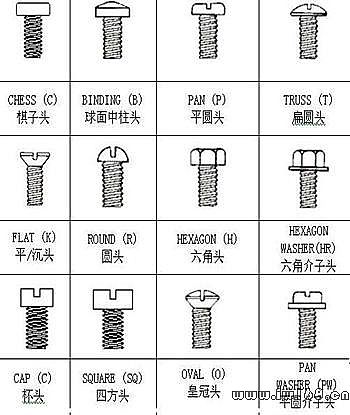
1.1 螺絲的種類:
自攻螺絲的螺紋分為粗牙和細牙,一般稱為typeA和typeAB,絕大多數都用AB牙。自攻螺絲不需要與內螺紋配合,只需有預製孔,攻入時自動產生配合螺紋,多用在木材、塑膠等質地較軟的材料上面。自攻螺絲屬於非標。
機螺絲與自攻螺絲的區別:
一是他們的螺紋。機螺紋一般多用粗牙,需與相應標準的內螺紋配合縮緊,一般多為螺母或著有螺紋的金屬件。機螺紋主要有公制標準、美製標準、英制標準,公制標準和美製標準螺紋角為60度,英製為55度。公制標準以螺距表示、美製和英制標準則以一英寸多少牙來表示。
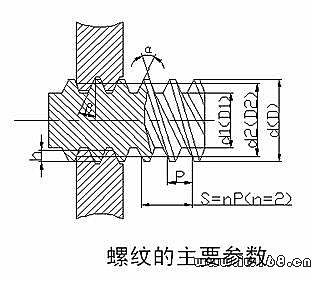
螺紋
1、大徑d(D) 螺紋的最大直徑,即外螺紋的牙頂(或內螺紋的牙底),相重合的假想的圓柱面的直徑,也叫螺紋的公稱直徑。
2、小徑d1(D1)螺紋的最小直徑,即與外螺紋牙底(或內螺紋牙頂)相重合的假想圓柱面的直徑
3、中徑d2(D2)一個假想圓柱面的直徑,其母線通過牙型上牙厚和牙間寬相等圓柱面的直徑
4、螺距P 相鄰兩牙在中徑上的對應兩點間軸向距離。
5、導程S 同一條螺旋線上的相鄰兩牙在中徑上對應兩點間的軸向距離。
6、螺紋升角φ 在中徑圓柱上螺旋線的切線與垂直於螺紋軸線的平面間夾角。
7、牙型角α 軸向剖面內螺紋牙型兩側面的夾角。
8、牙型斜角β 軸向剖面內螺紋牙型一側邊與螺紋軸線的垂線間的夾角。

1.5 常見螺絲材質
a. 低碳鋼
b. SS-304
c. SS-302
d. 鋁合金 5052
d. 黃銅
e. 青銅
f. 銻銅
其中低碳鋼用的最為廣泛,價格便宜,強度較好,能適應於一般電子產品的要求。當然有時為了需要更高的機械強度時,就可以考慮用不鏽鋼SS304,它的缺點是價格較高。
1.6 螺絲的表面處理
a. 鍍鋅
b. 鍍鎳
c. 鍍錫
d. 鍍鋅綠膜處理.
e. 鍍五彩
f. 抗氧化處理.
1.7 螺母的種類
螺母是將兩個部件緊密連接起來的零件,通過內側的螺紋,跟同等規格的螺絲、螺栓連接在一起。螺母和螺絲、螺栓的連接屬於可拆卸連接,當把螺母從螺絲、螺栓上旋下后,兩個被連接的部件可分離。
1)碳鋼或不鏽鋼系列:
自鎖螺母 防松螺母 鎖緊螺母 四爪螺母 旋入螺母 保險螺母 細桿螺釘連接螺母
自鎖六角蓋形螺母 專用地腳螺釘用螺母 六角冕形薄螺母 吊環螺母
細牙全金屬六角法蘭面鎖緊螺母 全金屬六角法蘭面緊螺母 細牙非金屬嵌件六角法蘭面鎖緊螺母 細牙六角法蘭面螺母
焊接方螺母 焊接六角螺母 扣緊螺母 嵌裝圓螺母
帶槽圓螺母 側面帶孔圓螺母 端面帶孔圓螺母 小圓螺母
圓螺母 環形螺母 蝶形螺母
2)銅材和無鉛銅系列:
銅螺母 鑲嵌銅螺母 滾花銅螺母 嵌裝銅螺母 注塑銅螺母等
3)合金螺母系列:
鋅銅合金螺母等
1.8 六角螺母
六角螺母與螺栓、螺釘配合使用,外形呈正六邊形,應用廣泛,主要分為內六角螺母和外六角螺母。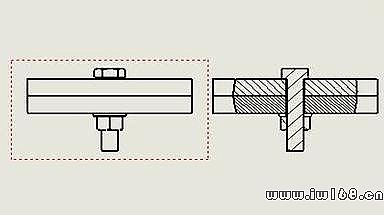
`1.9 嵌入螺母
採用各種壓花線材生產(一般是鉛黃銅,如H59、3604、3602)製作的銅螺母. 我們日常接觸到的的嵌入式滾花銅螺母 都採用精密自動車床加工而成。
嵌入式滾花銅螺母主要的作業方式是模具注塑套啤或者后埋入,如果採用模具注塑,PA/NYLOY/PET的熔點都在200°C以上, 嵌入螺母被熱熔進塑件后溫度迅速變高,注塑成型后,塑料體迅速冷卻結晶變硬,如果嵌入螺母溫度還處在高溫,那就有可能導至銅螺母與塑料件接觸的地方開始鬆脫或出現裂縫。所以在嵌入螺母的注塑中都使用銅材質的螺母而不是碳鋼螺母。
嵌入式銅螺母的外紋滾花有兩種方式成形,一種是採用銅質的原材料拉花成形后在上設備進行生產,一般這種方式的拉花紋路為直紋,另一種是採用光圓的銅材料直接在生產的過程中邊攻牙邊壓花,這樣的加工方式可以生產一些非標尺寸的滾花銅螺母,嵌入銅螺母壓花的形狀可隨用戶選擇,如網紋、八字壓花、人字壓花等各種滾花紋路。

1)注塑套啤
模具注塑前把螺母預先固定在模具上,注塑后塑膠凝固將螺母包緊。
2)熱壓安裝 
適合熱塑型材料
注塑完成後把螺紋嵌件安裝進塑料部件。
可以用手動或者全自動機器進行安裝
螺紋嵌件會被加熱到塑料的熔化溫度。塑料融液會流入螺母的底部槽中。冷卻后,不會有應力。
特性
1短的注塑時間,從而降低塑料件的製造成本
2安全,沒內應力
3高的軸向拉力和抗扭矩性能
4可重複旋入
3)超聲波安裝 
適合熱塑性塑料
超聲波安裝
在超聲波下,塑料融化併流入嵌件底部切槽。冷卻后,不會有應力。
參考資料:CocCAD
